智能装备
掌握多项自主研发核心技术,致力于瓦楞包装工业迈向整厂智能化

刷新智能瓦线世界

在工业互联网的技术构架中,车间现场需要通过各类通讯方式接入不同的设备、系统和产品,并实现海量数据的采集和上传。
公司的生产管理系统、湿部控制中心采用PROFINET总线进行数据采集和存储;堆码机、纵机机、横切机采用 EtherCAT、CANOPEN、EtherNET/IP 工业总线进行多轴同步控制。
高速总线技术的应用保障了数据采集的实时性和安全性,提高了智能设备快速精准的控制和海量数据存取的实效性。

高精度运动控制技术系智能瓦线纸板生产设备的核心技术。该技术长期以来主要为国外企业掌握。公司经过多年的技术研发,已经形成了较为完善的高精度运动控制技术,提升了公司的核心竞争力。
公司自主研发了五次运动曲线和 S 型加减速控制的速度算法,并申请了发明专利。五次曲线能保证机械的角度、角速度、角加速度以及角加加速度连续,减小机械的冲击,位置运动也更光滑平顺。该算法有效解决了机械高速长时间运动的磨损,延长了机械的使用寿命,让设备更稳定,故障率降低。

多轴同步控制技术是一门综合电力电子技术、电气传动技术、信息技术、控制技术和机械技术的跨学科的综合性技术。公司研发了双驱、四驱和多驱伺服同步控制系统,是一个坐标的运动指令,能够驱动两个和多个电动机同时运行,通过对电动机移动量的检测,将位移偏差反馈到数控系统获得同步误差补偿。
在多轴同步控制中,公司主站采用位置和速度控制精度,从B站采用速度限幅和转扭控制,结合速度限幅,多轴同步性更好,精度更高,且可避免从站故障时飞车现象的发生,可有效降低机械的损耗。

公司自主研发的瓦楞纸板生产整线控制技术包括干部控制中心和湿部控制中心,可通过总线控制与瓦楞纸板生产干部和湿部无缝衔接:
实现干部设备的自动生产、速度同步、自适应巡航,使干部设备实现全集成、系统化控制、数据化智能化管理、报表分析、接纸统计、物流打包效率统计、自动切废与排废、多终端远程监视、故障自动呼叫;
实现湿部控制中心可根据材质配方数据库和生产管理系统的订单变更,由湿部控制中心完成到双面机、单面机系统的数据分发,并智能识别环境湿度、原纸湿度、材质、速度及胶水的特性,确保瓦楞成型品质。

采用碳纤维刀筒的横切机具有超高速、高精度、 强稳定等特点。
相较于同类产品,金年会的横切机系统的最高运行速度可以达到 400m/min, 500mm 定长下可达到 220m/min, 在小尺寸订单中具有独特的优势和先进性,较行业内目前约 150m/min 的速度具有明显优势。
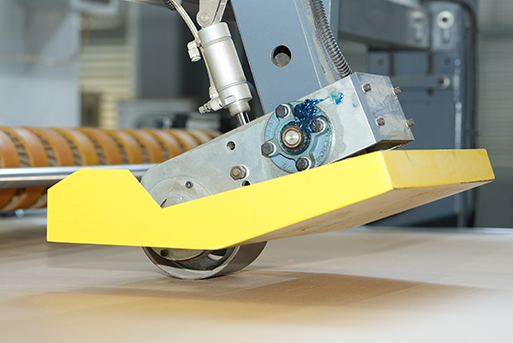
公司利用激光技术开发出了激光测速技术来实现对瓦楞纸进纸速度的测量。
该种方式避免了打滑和接触,且切刀的剪切速率与瓦楞纸运动速率的对应关系是依据速度跟随控制器得出,降低误差的同时可保证飞剪裁剪的精度。
此外,通过检测激光测速的误差并修正测量距离,可有效提高激光测速的精度与稳定性,将横切机飞剪误差控制在小于 0.5mm 的范围,使得横切机可在 400m/min 的高速运行状态下保持精准度。

微信公众号

微信视频号
销售专线
邱祉海 13588049998
黄 元 18768443628
售后专线
唐经理 13706501964
汤经理 15057169010